Nadmiarowy zawór bezpieczeństwa w produkcji dodatkowej
OPTYMALNE CIŚNIENIE WEWNĄTRZ KOMORY PROCESOWEJ Z ZAWOREM BEZPIECZEŃSTWA AV 919
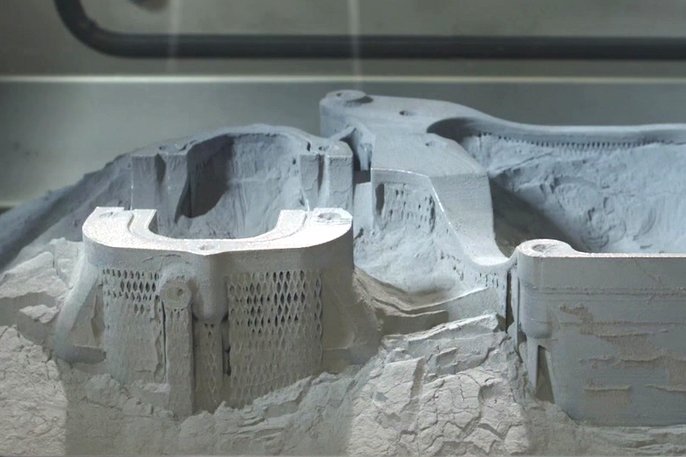
Metale w drukowaniu 3D: selektywne topienie laserowe
Zakres technologii druku 3D, szczególnie zakres materiałów procesowych wciąż rośnie. Tworzywa sztuczne to kierunek rozwiązań, gdyż można je nawijać na wałek jako włókno termoplastyczne, które łatwo można upłynniać i nanosić w celu uzyskania końcowego kształtu przestrzennego. Jednakże w szerokim zakresie zastosowań przemysłowych metal pozostaje rzeczywistym pożądanym materiałem dla dodatkowo wytwarzanych elementów składowych.
Aby posługiwać się metalami w druku 3D, konieczne jest zastosowanie złożonych procesów stapiania: materiał, np. stal nierdzewna, kobalt, chrom czy tytan, występują w postaci proszku, który poddaje się topieniu laserowemu, stosując wysokowydajne lasery i nanosi się je, uzyskując końcowy kształt – proces ten zwany jest selektywnym topieniem laserowym (SLM).
SLM Solutions Group AG z siedzibą w Lubece specjalizuje się w selektywnym stapianiu laserowym (SLM) i jest jednym z wiodących producentów drukarek 3D do metali. W urządzeniach tego producenta druk całkowicie jest wykonywany w ochronnej osłonie gazowej w komorach procesowych. Ponadto zarządzanie proszkiem, które jest w pełni zautomatyzowanym procesem podawania, usuwania oraz obróbki sproszkowanego metalu, pozostaje w kontrolowanej atmosferze ochronnej.

Doskonała atmosfera wewnątrz komory procesowej: kontrolowany druk
W początkowej fazie wytwarzania druku przestrzennego komora procesowa jest napełniana argonem. W trakcie pracy laserów maszyny skład tej atmosfery ulega zmianie: tworzą się opary zagrażające optymalnym warunkom występującym na powierzchni roboczej. W celu apewnienia uzyskania idealnego procesu topienia stosuje się cyrkulację gazu ochronnego i stałą kompensację jego składu, tak aby nie doprowadzać do niekontrolowanego wzrostu ciśnienia w komorze procesowej. Delikatna szklana optyka laserów mogłaby ulegać uszkodzeniom w wyniku wzrostów ciśnienia. Z tego powodu wysokoczułe upustowe zawory bezpieczeństwa serii AV 919 prod. WITT utrzymują stałe ciśnienie w komorach: otwierają się dokładnie pod wpływem nastawionego ciśnienia otwierania, a zamykają z chwilą ponownego osiągnięcia ciśnienia znamionowego. W ten sposób atmosfera w komorze procesowej utrzymuje optymalny skład.
„Upustowy zawór bezpieczeństwa WITT, typ AV 919, jest oczywiście tylko małym elementem naszych urządzeń. Jednak bez zaworu wydmuchowego, który jest ściśle produkowany według naszych specjalnych wymagań w zakresie materiału i niskiego ciśnienia otwierania, nie moglibyśmy dostatecznie dokładnie kontrolować ciśnienia w komorze procesowej” – mówi Andreas Wiesner, lider d/s rozwoju procesów i materiałów w SLM Solutions Group AG.
Według Andrew Smarta, szefa sprzedaży gazowych urządzeń zabezpieczających firmy WITT, odzwierciedla to podstawową kompetencję jego zespołu: „Projektujemy i produkujemy małe komponenty z wielką skutecznością. Złożone zastosowania i nowe technologie również wymagają precyzji i niezawodności, które traktujemy poważnie”.
SLM Solutions Group AG wykorzystuje upustowy zawór bezpieczeństwa WITT typ AV 919, wykonany z aluminium, o ciśnieniu otwierania 80 mbar.
Zapoznaj się z naszą specjalistyczną ofertą produktów:
Zawór nadmiarowy bezpieczeństwa AV919
Tutaj można pobrać artykuł w formacie PDF:
NADMIAROWY ZAWÓR BEZPIECZEŃSTWA AV 919 W PRODUKCJI DODATKOWEJ

